
联系人:刘先生 189-2317-6039
电话:020-84991022
邮箱:1944802923@qq.com
网址:www.lbcxfh.com
地址:广东省广州市南沙区大岗镇潭州北区私营工业村6号

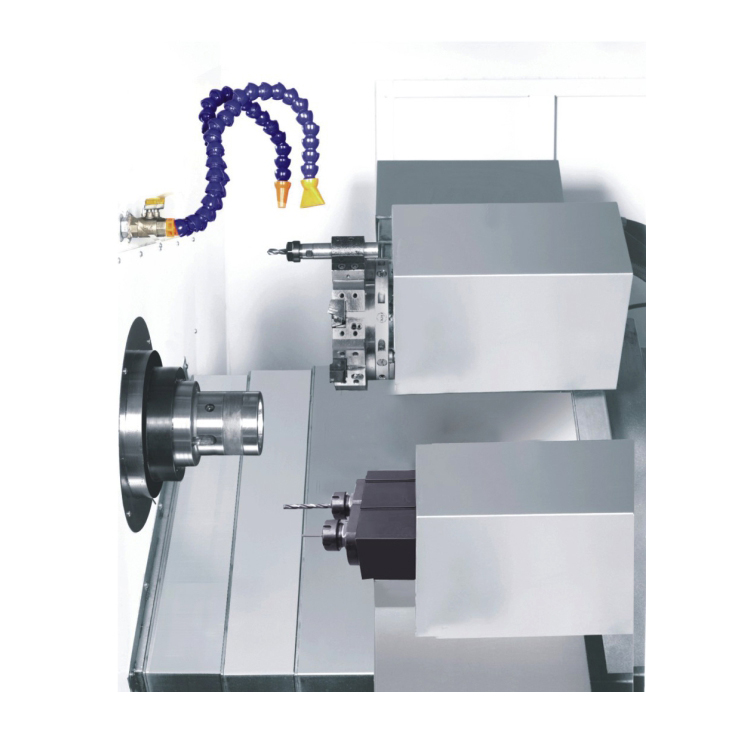
伺服系统包括驱动装置和执行机构两大部分。车铣复合加工中心驱动装置由主轴驱动单元、进给驱动单元和主轴伺服电动机、进给伺服电动机组成。步进电动机、直流伺服电动机和交流伺服电动机是常用的驱动装置。测量元件将专业车铣复合加工中心各坐标轴的实际位移值检测出来并经反馈系统输入到机床的数控装置中,数控装置对反馈回来的实际位移值与指令值进行比较,并向伺服系统输出达到设定值所需的位移量指令。

数控机床的诊断方法:车铣复合加工中心电气故障诊断有故障检测、故障判断及隔离和故障定位三个阶段。第一阶段的故障检测就是对数控机床进行测试,判断是否存在故障;第二阶段是判定故障性质,并分离出故障的部件或模块;第三阶段是将故障定位到可以更换的模块或印制线路板,以缩短修理时间。为了及时发现专业车铣复合加工中心系统出现的故障,快速确定故障所在部位并能及时排除,要求故障诊断应尽可能少且简便,故障诊断所需的时间应尽可能短。

数控机床与传统机床相比,具有以下一些特点。车铣复合加工中心具有高度柔性,在数控机床上加工零件,主要取决于加工程序,专业车铣复合加工中心与普通机床不同,不必制造,更换许多模具、夹具,不需要经常重新调整机床。因此,数控机床适用于所加工的零件频繁更换的场合,亦即适合单件,小批量产品的生产及新产品的开发,从而缩短了生产准备周期,节省了大量工艺装备的费用。
专业车铣复合加工中心未来发展的几个方向:数控编程自动化,目前CAD/CAM图形交互式自动编程已得到较多的应用,是数控技术发展的新趋势。车铣复合加工中心是利用CAD绘制的零件加工图样,再经计算机内的刀具轨迹数据进行计算和后置处理,从而自动生成NC零件加工程序,以实现CAD与CAM的集成。随着CIMS技术的发展,当前又出现了CAD/CAPP/CAM集成的全自动编程方式,它与CAD/CAM系统编程的区别是其编程所需的加工工艺参数不必由人工参与,直接从系统内的CAPP数据库获得。



