
联系人:刘先生 189-2317-6039
电话:020-84991022
邮箱:1944802923@qq.com
网址:www.lbcxfh.com
地址:广东省广州市南沙区大岗镇潭州北区私营工业村6号

车铣复合加工的数控装置是数控机床的核心。现代数控装置均采用CNC(Computer Numerical Control)形式,这种CNC装置一般使用多个微处理器,以程序化的软件形式实现数控功能,因此又称软件数控(Software NC)。出售车铣复合加工的CNC系统是一种位置控制系统,它是根据输入数据插补出理想的运动轨迹,然后输出到执行部件加工出所需要的零件。因此,数控装置主要由输入、处理和输出三个基本部分构成。而所有这些工作都由计算机的系统程序进行合理地组织,使整个系统协调地进行工作。

出售车铣复合加工未来发展的几个方向:数控编程自动化,目前CAD/CAM图形交互式自动编程已得到较多的应用,是数控技术发展的新趋势。车铣复合加工是利用CAD绘制的零件加工图样,再经计算机内的刀具轨迹数据进行计算和后置处理,从而自动生成NC零件加工程序,以实现CAD与CAM的集成。随着CIMS技术的发展,当前又出现了CAD/CAPP/CAM集成的全自动编程方式,它与CAD/CAM系统编程的区别是其编程所需的加工工艺参数不必由人工参与,直接从系统内的CAPP数据库获得。

数控机床可靠性最大化:车铣复合加工的可靠性一直是用户最关心的主要指标。数控系统将采用更高集成度的电路芯片,出售车铣复合加工利用大规模或超大规模的专用及混合式集成电路,以减少元器件的数量,来提高可靠性。通过硬件功能软件化,以适应各种控制功能的要求,同时采用硬件结构机床本体的模块化、标准化和通用化及系列化,使得既提高硬件生产批量,又便于组织生产和质量把关。还通过自动运行启动诊断、在线诊断、离线诊断等多种诊断程序,实现对系统内硬件、软件和各种外部设备进行故障诊断和报警。利用报警提示,及时排除故障;利用容错技术,对重要部件采用“冗余”设计,以实现故障自恢复;利用各种测试、监控技术,当生产超程、刀损、干扰、断电等各种意外时,自动进行相应的保护。
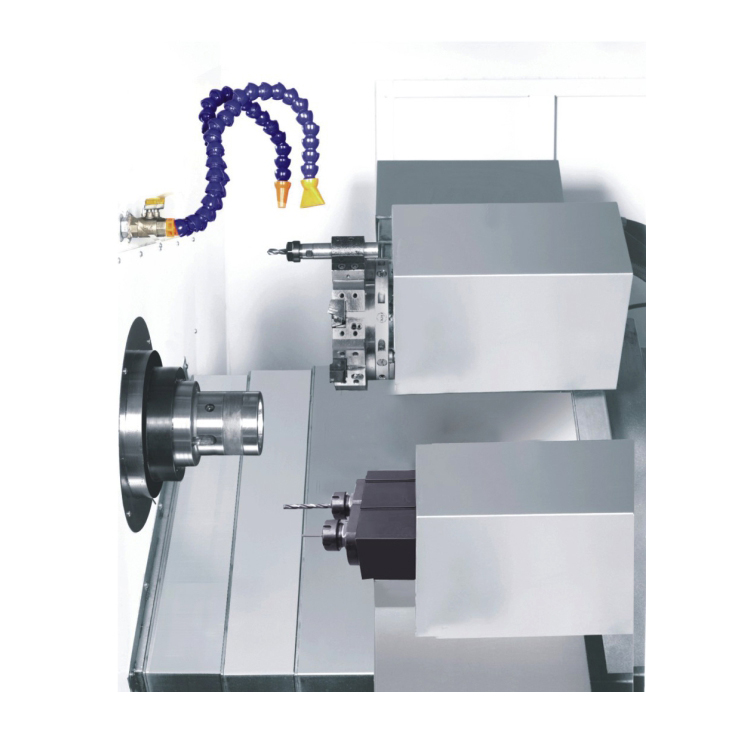
广泛采用高性能的主轴伺服驱动和进给伺服驱动装置,使数控机床的传动链缩短,简化了车铣复合加工机械传动系统的结构。采用高传动效率、高精度、无间隙的传动装置和运动部件,如滚珠丝杠螺母副、塑料滑动导轨、直线滚动导轨、静压导轨等。辅助装置是保证充分发挥出售车铣复合加工功能所必需的配套装置,常用的辅助装置包括:气动、液压装置,排屑装置,冷却、润滑装置,回转工作台和数控分度头,防护,照明等各种辅助装置。



